It is the difference between the chemical potential of dye in its standard state in the fiber & the corresponding chemical potential in the dye bath i.e. tendency of a dye to move from dye bath into a substance. It is expressed in Joule or cal (per mole) and quantitative expression of substantivity.
Substantivity
The attraction between a substrate and a dye or other substance under the precise condition of test whereby the test is selectively extracted from the application medium of substrate. It is the qualitative expression of affinity. Substantivity depends on temperature, type of fiber, electrolyte concentration. Substantive dyes have affinity and are soluble.
Reproducibility of Shades
The shade of the dyes should be reproducible when required. Certain dyes have ability to overcome the factors like liquor ratio, pH, temperature etc. which affect the reproducibility. Characteristics of highly reproducible dyes are:
Highly soluble
Medium substantivity
Medium reactivity
Good wash off properties
Highly diffusible
Optimization of Dye
The principle is to carry out dyeing in a manner in which the dyestuffs absorbed by substrate almost uniformly with less dye wastage.
1.Substrate
Affinity
Circulation speed
Action of chemicals before
2.Dyestuff
Depth of shade
Optimum quantity/yield
Diffusion ability and regularity
Color fastness
Combination & mixability
Chromphore percentage
3.Auxiliary Products
Optimum quantity
Compatibility with dyestuff and with each other
Levelness
Control of PH in final exhaustion
Reproducibility
No adverse effect
4. Temperature and time
Low initial temperature to avoid rapid absorption of dye
Control of critical temperature zone for maximum exhaustion
Sufficient time for penetration and fixing
5. Machine
Control of batch
Volume of flow
Temperature regulation
The actual dyeing theory can be obtained mathematically from kinetics of dyeing or dyeing equilibria. The dyeing phenomena found in principle of dyeing curve. The factors for uniform color & optimization of dye all are related to kinetic phenomena. Therefore kinetic dyeing is important in the dyeing process.
Functional Groups of fiber
Cotton: OH-, at higher pH it is ionizable
Wool: -COOH, -NH, -CONH2. At pH 3-4 ionized positively so acid dye is used to dyeing
Acrylic: -COOH, -SO3H, -O SO3H
Silk: -NH2, -CONH
Viscose: -OH, -COOH
Polyester: -OH, -COOH. No ionization effect, high temperature used for dyeing with dispersing.
Diacetate: -OH, -COOCH3
Triacetate: -COOCH3
Dyeing Medium
1. Aqueous medium
Water
Solvent
Foam
2. Vapor phase: cationic, anionic, nonionic
Dyeing Mechanism
The sequence of dyeing falls into four stages 1. Transfer of dye onto fiber surface 2. Adsorption 3. Diffusion into the fiber 4. Interaction
Transfer of dye onto fiber surface
The transfer of dye onto the fiber surface depends on:
1. Environment of the dyebath: environment of the bath refers to
Solvent and its type, nature, quantity: solvent may be water and or any other solvents which may be soft/hard, acidic, alkaline, ionic, nonionic etc.
pH
Dyeing assistants like electrolytes, leveling agents, carrier, dispersing agents etc.
temperature of the dyebath which depends on material type (cotton or polyester), type of dye (hot brand or cold brand), method of dyeing (padding or exhaust) Suitable environment ensures easy transference of dye on fiber surface.
2. Substantivity
3. Mechanical and physical force
Adsorption
The distribution process is called adsorption, if the substance which is to be distributed is retained by a surface. The assembly of dye molecules at the fiber surface is governed by: Electropotential forces: All fiber when immersed into water or aqueous solution acquires an electric potential known as ‘zeta potential.’ Cellulosic fiber bears a negative charge while protein fibers at higher pH than its isoelectric point bears are negatively charged and at lower pH than isoelectric point is positively charged. Temperature: most dyes in solution are either in molecular and partially ionized state or exist in the form of ionic micelles; increase in temperature tends to breakdown micelles into less aggregated units. Increase of temperature promotes vibrational activity accelerates the migration of the surface of the fiber.
Agitation: when a fiber is immersed in the dye a large no of molecules tend to enter the fabric at once, thus creating a layer called ‘Barrier.’ If the dye molecules are to reach the fiber surface then the barrier should be broken which is done by agitation. Dye adsorption has affect on fastness properties.
Dye-dye self association in solution is called dye aggregation, which is important phenomenon where dye molecules or ion takes part. In general, the term aggregation is used for dye-dye interaction and dye association for interaction of dyes with other compounds e.g. polymers.
Generally dye molecules form aggregation in aqueous solution at room temperature and to an extent which depend on Size of dye molecules No of solubilizing groups in the dye molecules In dye aggregation multiple equilibria need to be considered i.e. diametric, trimetric etc, aggregates are formed
D + D=D2
D2 + D=D3 Dn-1 + D=Dn
Measurement of dye aggregation
1.Conductometry
2.Calorimetry
3.Polarography
4.Solubility
5.Sedimentation
6.Fluorescence
7.X-ray diffraction
8.Measurements of diffusion coefficients
9.Activity of counter (Sodium)
10.Light scattering
11.Evaluation of colligative properties
12.Visible light adsorption
13.H and 19F NMR
Reasons of dye aggregation in dyebath
1.Dyes are consists of
a.Hydrophobic aromatic portion
b.Polar groups (OH, amino etc.) for water solubility and charged groups (sulfonic or positive charged groups) for rendering molecule water soluble When dye molecules dissolved in water a new interface is created between the hydrophobic portion and water. Dye can reduce the size of the interfacial water by overlapping of the hydrophobic areas and there will be a tendency to aggregate.
2.Usually linear and planar dye molecules should tend to stack one molecule upon another with the ionized groups arranged so as to give minimum free energy condition causes aggregation.
3.Dyes with long aliphatic chains form micelles of a spherical form in which the flexible chains associate in the interior with the sulfonic acid groups exposed on the surface of sphere.
4.Aggregation of dimer is more obvious as aromatic ring system have maximum overlap (van der waals forces) because the distance between the anionic charges is larger (minimum electrostatic repulsion).
As dye concentration increases there will be an increased tendency for trimers, tetramers etc. to be formed.
5.Aggregation is also expected from the unusual structure of water. When the interface is formed on dissolution of the dye molecule, the water molecules adjacent to the hydrophobic portion form an ‘iceberg’ type structure accompanied by a reduction in entropy. When the dye molecules aggregate not only will energy be gained from the reduction on the interfacial energy but also an increase in energy will rise from the melting of the iceberg structure.
6.Calculation shows that below concentration of 10-5 mole/L various higher aggregates appear, giving a polyassociated system.
7.Higher ionic strength, ionic dye aggregation becomes more dominant.
Prevention of aggregation
1.By raising the temperature of dyebath
2.Liberation and existence of monomers by circulations or stirring and keep concentration below 10-5 mole/L of dye.
Computer-integrated manufacturing (CIM) in engineering is a method of manufacturing in which the entire production process is controlled by computer. Typically, it relies on closed-loop control processes, based on real-time input from sensors. It is also known as flexible design and manufacturing. The term CIM both a method of manufacturing, and the name of a computer-automated system in which individual engineering, production, marketing, and support functions of a manufacturing enterprise are organized. In this system functional areas such as design, analysis, planning, purchasing, cost accounting, inventory control, and distribution are linked through the computer with factory floor functions such as materials handling and management, providing direct control and monitoring of all process operations.
As method of manufacturing, three components distinguish CIM from other manufacturing methodologies: Means for data storage, retrieval, manipulation and presentation; Mechanisms for sensing state and modifying processes;
Algorithms for uniting the data processing component with the sensor/modification component. CIM is basically use of Information and Communication Technology (ICT)in manufacturing.
History
The idea of "Digital Manufacturing "is a vision for the 1980s. In the 1980s, Computer Integrated Manufacturing was developed and promoted by machine tool manufacturers and the CASA/SME (Computer and Automated Systems Association /Society for Manufacturing Engineers). "CIM is the integration of total manufacturing enterprise by using integrated systems and data communication coupled with new managerial philosophies that improve organizational and personnel efficiency."
CIM Topics:
Key Challenge: There are three major challenges to development of a smoothly operating CIM system: Integration of components from different suppliers: When different machines, such as CNC, conveyors and robots, are using different communications protocols. In the case of AGVs, even differing lengths of time for charging the batteries may cause problems.
Data integrity: The higher the degree of automation, the more critical is the integrity of the data used to control the machines. While the CIM system saves on labor of operating the machines, it requires extra human labor in ensuring that there are proper safeguards for the data signals that are used to control the machines.
Process control: Computers may be used to assist the human operators of the manufacturing facility, but there must always be a competent engineer on hand to handle circumstances which could not be foreseen by the designers of the control software.
Subsystems used in CIM:
A CIM system is not the same as a "lights out" factory, which would run completely independent of human intervention, although it is a big step in that direction. Part of the system involves flexible manufacturing, where the factory can be quickly modified to produce different products, or where the volume of products can be changed quickly with the aid of computers. Some or all of the following subsystems may be found in a CIM operation:
History: An announcement of great technical and commercial importance appeared in the journal of the society of dyers and colorists (1956, p55) under the column “Manufacturers Publications & Pattern cards” This concerned a circular on procion dyes (ICI) deseribing Procion Yellow R, Procion Brilliont Red 2B and Procion lue 3G all belonging to a new eloss (called reactive) of dyes, since the fixation to the fibre is achieved by direct chemical linkage.
Introduction (Detonation):
Reactive dyes are water soluble dyes containing sulphonic acid groups and reactive groups like dichloride or monochloro tniazinyl groups or sulplato ethyl sulphone groups (from which vinyl sulphone reactive groups are formed during dyeing in the presence of an alkali)
The reaction of these dyes with the functional groups of the fibre is brought about by alkali such as sodicens carbonate, hydroxide, silicate etc. Reactive dyes from covalent bond with the fibre and becomes a part of the fibre. This type of dye has some reactive group which can react with –OH group of ccllulose and –NH2 group of proteins fibres. Due to this fact, these dyes are known as reactive dyes.
Classification of reactive dye:
A) Reactive dyes can be classified chemically into two groups:
i) Halogenated hetero cycles Eg> Tri chloro Triazine Tetrachloropyrinmidine.
ii) Activated vinyl compounds:Eg>D-So2-CH=CH2, vinyl sulphone is another commercially successful reactive group used in the manufacture of reactive dyes, Remeizol dyes belongs to this group.These dyes are marketed as sulphate ethyle sulphone dyes and may be repesented by D-S-G-X where u is –CH2-CH2-OSO3Na G is So2, S is the solubilizing group and D is the chromogenic part. B) On the basis of reactivity reactive dyes can be divided into three groups:-
i) High reactive dye: This type of reactive dyes contains two chlorine atoms and portion-M dyed of dyes fall under this group. In dyeing with this class of dyes weak alkali like NaHCO3 is used.
ii) Moderate reactive dyes: Dyeing with this type of dye medium alkali (Na2co3) is used lavafix E falls under this class.
iii) Low reactive dye: strong alkali (NaOH) is used in this types of dyes. This type of dyes contain on chlorine atoms.
Chemistry:
For a long time chemists have been sacking a method of joining the dye molecule to the cellulose with covalent bond. At about the end of the 1940 decade workers turned their attention to the properties of dyes containing cyanotic chloride
i) residues or, in other words. Triazinyl dyes is possible to make the chlorine atoms in cyanotic chloride combine with one, two or three compounds containing hydroxyl or amino groups attached to colored dye molecules. The reaction with water, alcohols and amines are summarized be low-
NaSo3-DYE-NH- + HO cellulose
O - Cellulose
NaSo3-DYE-NH- + Hel
And this can go to a stage further, although it does not in all cases do so at 200c to link with two cellulose molecules, as in - Cellulose NaSo3-DYE-NH-
- Cellulose The triazinyl dyes can, at the same time undergo hydrolysis with water to form the compound represented by
NaSo3-DYE-NH- + 2H20
NaSo3-DYE-NH- + 2Hcl
Properties of reactive dye: i. During the dyeing process the reactive group of the dye makes covalent bond with the fibre.
ii. These dyes are soluble in water.
iii. These dyes are normally used for dyeing cellulose and protein fibers.
iv. All types of shades are available from these dyes.
v. The dyeing is done in alkali condition
vi. Wet fastness is well
vii. The brightness and rubbing fastness are comparatively well
viii. The cost of these dyes are cheap
ix. The dyeing process is very easy.
x. This dye reactive group react with –OH groups of cellulose and –NH2 group of proteins fibre.
DYEING PROCESS
Standard salt-at-start technique:
Procion H-E and H-EXL Dyes As stated previously, an application process for garments dyeing must be short be simple ad have the potential to be automated. The standard recommendation for application of procion H-E and H-EXL dyes is the salt-at-start process. By adding the salt to the rotary-drum machine through the loading dour before filling with water, the need for lengthily addition via add tanks is avoided. This advantage, together with the possibility of hydro-extraction, can lead to processing times some two hours shorter than those of conventional piece-dyeing.
Problems of dyes and dyes process:
It cannot be said that dyeing with reactive dyes gives excessive leveling problems. Since the dyes have a low affinity. However, it can happen that it is necessary to discharge a dyeing. Which can be more or less difficult depending on the situation of the dye in relation to the fiber Thus in the case of cellulose fibre dye discharging before alkalinization of dye bath doesnot present any difficulty? Since hot washing with a detergent will extract the main part of the dye deposited in the fibre as it has a low affinity.
When instead the dye has already been covalently fixed to the fibre it is more difficult to eliminate as it is necessary to destroy the molecule chemically by means of oxidizer and/ or reduction process. There are different reduction processes according to whether it is cellulosic or wool fibre in the first ease it is carried out in an alkaline solution in the second in acid. Reducing disoharge on cotton:
Sodium hydrosulphite – 5 g/c Caustic soda at 360c- 15m/l Or calcinated sodium carbonate-15g/l The process takes place for 60min at 60-900c
On wool:
Sodium hydrosulphite – 2-5% according to depth Formic acid at 85%-1.3%
The process is started at 50-600C the temperature is raised to 980c and held for 20¢ then the goods are rinsed in hydrogen peroxide before re-dyeing. In some eases the discharges is not complotted in a single treatment and so it is best in use a combination of oxidizer and reduction methods.
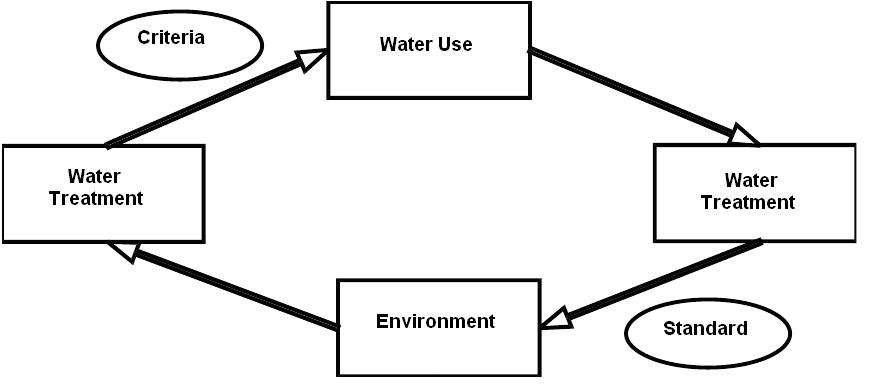
Criteria
of Water:Criteria are requirements that a water source must satisfy
in order to be used for a particular purpose. In other terms, criteria are specifications
indicating the minimum quality level that the water must have to support a predefined
use. Criteria are important in defining the characteristics of inlet water streams.
Different
criteria exist for different water uses:
Water
UseWater
Quality Criteria
Drinking Water : Microbial count, pH, color, turbidity,Organic content, pH, toxic compounds,dissolved oxygen, Temperature, Salt, Metals, etc.
Swimming,
fishing :Similar to drinking
water criteria but not as stringent. Cooling, navigation : Floating
solids, suspended solids and pH.
Standards of Water:Standards
are the characteristics that the waste water must satisfy to be lawfully discharged
to a receiving body of water or to a POTW. In other terms standards refer to
the quality of the outlet
water,after its intended use.
Criteria vs. Standards of
water:
Types of Discharges of
Industrial Wastewaters:
1.Direct industrial
discharges to freshwater or saltwater streams.
2. Industrial discharges to a
Publicly Owned Treatment Works (POTW).
Classification of
Wastewater Treatments Processes:
Pretreatment:Pretreatmentusually
refers to any treatment the wastewater is subjected to before entering a conventional wastewater treatment plant, such as aPOTW. Pretreatment typically involves operationsconnected to
separation of very coarse or easily separable materials and/or water conditioning before discharging
to a treatment plant (e.g., equalization).
Pretreatment of industrial
wastewaters commonly refers to any treatment required to make the water
acceptable for discharge to a POTW.
It is common practice to classify wastewater treatment
processes in three categories:
i) Primary treatment:Primary treatment pertains to
the removal of easily separable materials such as oils, floating solids, or quickly
settling solids, and the preparation of the wastewater (e.g., pH adjustment)
for subsequent treatments. Primary treatment involves operations such as
equalization, neutralization, sedimentation, oil separation, and floatation.
ii) Secondary treatment:Secondary treatment is
typically the most important part of the process, and is used primarily to
remove the bulk of the suspended solids, organic materials (both hazardous and
non-hazardous), and other soluble materials. Biological treatment constitutes
the process of choice during secondary treatment of wastewater.
iii) Tertiary treatment:Tertiary treatment, involving
processes such as sand filtration,
reverse osmosis, adsorption,
and electro dialysis, is used (if necessary) to remove any residual contaminants not
eliminated during the previous treatment processes.
Sludge
treatment and disposal:Sludge treatment and disposal includes all the operations
connected with the concentration, stabilization, and final disposal of the
semi-solid sludge produced during the primary, secondary and tertiary
treatments. Sludge treatment and disposal includes operations such as gravity
thickening, air flotation, aerobic and anaerobic digestion, chemical or heat
stabilization, centrifugation, drying, filtration, incineration, wet oxidation,
and disposal in landfill or on soil.
Typical Activated Sludge
Treatment Plant:
Unit Operations in Wastewater Treatment:
Industrial
wastewaters typically contain a number of heavy metals, halogenated organic
compounds, and other priority pollutants. Therefore, industrial facilities must
process their wastewaters before discharging to either a body of water (under
NPDES permit) or a POTW.
Typically,
these pollutants are removed from the wastewater using a variety of pretreatment processes, especially physical and chemical processes.
Examples
include coagulation, flocculation precipitation, sedimentation, filtration, ion
exchange, air stripping, membrane separation activated carbon adsorption, wet
oxidation and photochemical oxidation.
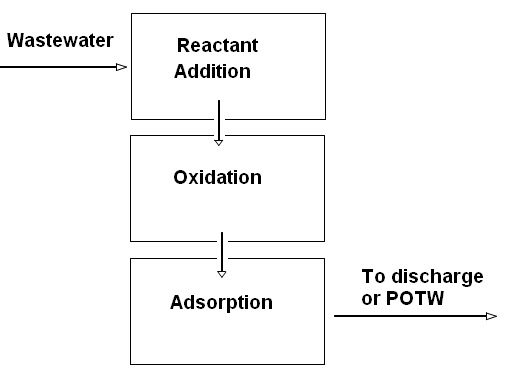
Example
of Physical-Chemical Wastewater Treatment Process:
Typical
Physical-Chemical Treatment Plant:
Physical
Separation Processes:
Activated carbon adsorption
Distillation
Electrolytic recovery
Hydrolysis
Ion exchange
Solvent extraction
Membrane separation technologies
Air stripping and steam stripping
Thin film evaporation
Freeze-crystallization
Operations
Involved in the Removal of Suspended Solid in Wastewaters:
Screening
and comminution
Grit
removal
Sedimentation
Floatation
Filtration
and centrifugation
Coagulation/sedimentation
Operations
Involved in the Removal of Biodegradable Material in Wastewaters:
Activated
sludge treatment
Trickling filters
Rotating biological contactors (RBC)
Aerated lagoons
Anaerobic lagoons
Facultative lagoons
Anaerobic treatment
Operations
Involved in the Removal of VOCs in Wastewaters:
Adsorption
Absorption
Air
stripping
Condensation
Freezing
Incineration
Combustion
Operations
Involved in the Removal of Nitrogen in Wastewaters:
Biological
nitrogen utilization in activated sludge process
Biological
nitrification and denitrification
Air stripping of ammonia
Chlorination
Adsorption
Operations
Involved in the Removal of Phosphorus in Wastewaters:
Biological
phosphorus utilization in activated sludge process
Chemical
additions (metal salts or polymers)
Lime
addition
Biological/chemical
treatment
Operations
Involved in the Removal of Organic Priority Pollutants in Wastewaters:
Bingen Am Rhein, Rhineland-Palatinate (Rheinland-Pfalz), Germany
Currently employed as a Product Developer for a Danish business. I've been working in the field of textile engineering for more than 12 years. I finished my master's degree in textile engineering at Ghent University in Belgium, which is regarded among the top 100 premier universities in the world, after ten years of working for Shima Seiki, a Japanese manufacturer of computerized flat knitting machines. I received the fully funded ERASMUS+ student scholarship to study in Europe.